智能科技有限公司")
智能科技有限公司")
注塑成型過(guò)程一般分為合模、射膠、保壓、冷卻、開模、頂出產(chǎn)品6個(gè)步驟,各成型步驟代表注塑成型的不同階段,通過(guò)對(duì)注塑機(jī)參數(shù)的設(shè)定,在正常生產(chǎn)的情況下注塑機(jī)會(huì)自動(dòng)完成,下面對(duì)各注塑加工過(guò)程進(jìn)行簡(jiǎn)單的說(shuō)明。
1.合模、開模過(guò)程
注塑機(jī)的開合模動(dòng)作是由鎖模系統(tǒng)完成的,對(duì)于液壓-機(jī)械式注塑機(jī),主要通過(guò)機(jī)餃的運(yùn)動(dòng)進(jìn)行模具的開合,鎖模時(shí)對(duì)注塑模具施加鎖模力,用來(lái)克服注塑成型時(shí)型腔的張力,開模動(dòng)作主要作用是取出產(chǎn)品,好進(jìn)入下一個(gè)循環(huán)的生產(chǎn)。

范仕達(dá)注塑模具
2.射膠、保壓和塑化
射膠、保壓和塑化動(dòng)作主要是通過(guò)注塑機(jī)的塑化系統(tǒng)來(lái)完成,在注塑機(jī)的一個(gè)循環(huán)中,能在規(guī)定的時(shí)間內(nèi)將一定數(shù)量的塑料加熱塑化后,在一定的壓力和速度下,通過(guò)螺桿將熔融塑料注入注塑模具型腔中。注射結(jié)束后,對(duì)注射到模腔中的熔料保持定型。
3.冷卻過(guò)程
產(chǎn)品冷卻階段是高溫熔體通過(guò)料筒前面的噴嘴和注塑模具的澆道系定型過(guò)程對(duì)生產(chǎn)周期影響較大,需根據(jù)產(chǎn)品生產(chǎn)工藝要求,設(shè)置合理的冷卻時(shí)間。
4.產(chǎn)品頂出
產(chǎn)品頂出由注塑機(jī)上的頂出系統(tǒng)來(lái)完成,注塑機(jī)開模后,產(chǎn)品圖頂出系統(tǒng)向前,頂出產(chǎn)品后回退,產(chǎn)品頂出方式根據(jù)取件的要求可以設(shè)置為保持、回退、中間頂出等模式。
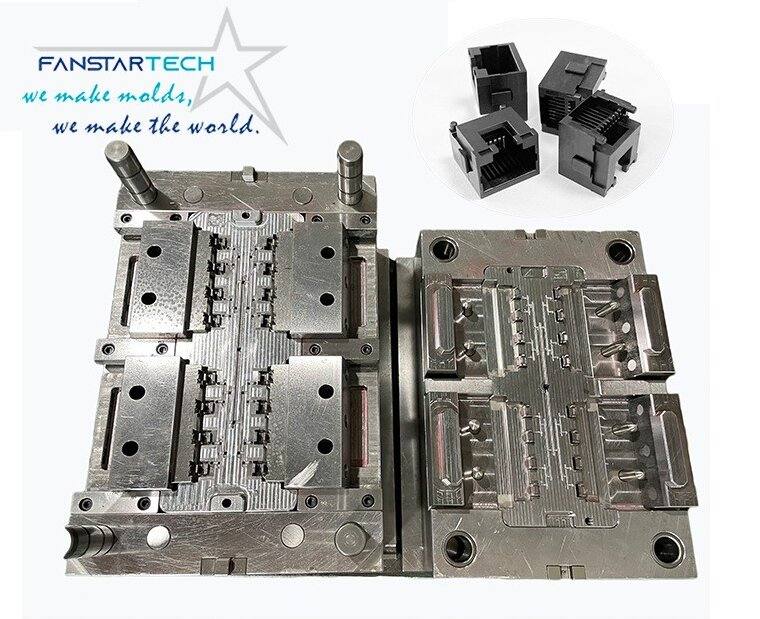
連接器注塑模具
產(chǎn)品頂出也叫脫模,是一個(gè)注塑成型循環(huán)中的最后一個(gè)環(huán)節(jié)。雖然制品已經(jīng)冷固成型,但脫模還是對(duì)制品的質(zhì)量有很重要的影響,脫模方式不當(dāng),可能會(huì)導(dǎo)致產(chǎn)品在脫模時(shí)受力不均,頂出時(shí)引起產(chǎn)品變形等缺陷。范仕達(dá)的使命是掌握注塑生產(chǎn)核心技術(shù),從成品生產(chǎn)需求與客人做模具制作前技術(shù)交流分析,讓模具交貨期短,壽命長(zhǎng),快速量產(chǎn)和成品質(zhì)量?jī)?yōu)!有需要注塑成型模具的歡迎聯(lián)系我們!
注微信公眾號(hào)") 關(guān)注微信公眾號(hào)
關(guān)注微信公眾號(hào) 微信咨詢
微信咨詢


